Abkantpressen mit dem neuen Biegeverfahren:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




| Kanten mit engen
Toleranzen und hoher Widerholgenauigkeit
sind heute die Forderungen an eine moderne
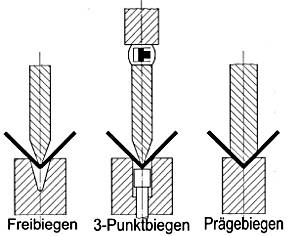
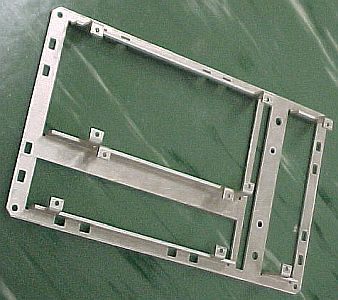
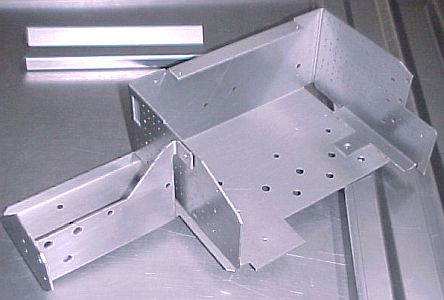
Abkantpresse. Je einfacher das zu erreichen ist, je geringer der Aufwand, desto effektiver die Fertigung. Drei Bereiche sind dabei zu beachten: Werkstückseitig: - Bleche mit eng hoher Materialqualität und tolerierten Materialeigenschaften, - Bleche vor dem Kanten spannungsfrei Richten Auswahl des Biegeverfahrens: - Freibiegen - Prägebiegen - Prägebiegen mit 3-Punkt-Biegeverfahren (System Hämmerle) Und das ist jetzt NEU! - Freibiegen mit dynamischem Oberwerkzeug (System CoastOne) Maschinenseitiges Zubehör: - Bombiereinrichtung - Winkelmeßsystem Bei Abkantpressen wird der Biegewinkel am Blech mit einem spitzen Stempel in eine V-förmige Matrize gepreßt. Die Form der Matrize bestimmt die Flexibilität und die Genauigkeit beim Biegen. Freibiegen: Beim Freibiegen wird der Biegewinkel durch die beiden Matrizeneinlaufkanten und der Stempelspitze gebildet. Die Eintauchtiefe in die Matrize bestimmt den Biegewinkel. Mit einem Werkzeugsatz können beliebige Biegewinkel gebogen werden. Ideal für kleine Losgrößen und Werkstücke mit unterschiedlichsten Biegewinkeln. Für die Kompensierung der Maschinen- und Blechdickentoleranzen werden Bombiereinrichtung und Meßsystem benötigt. Prägebiegen: Der Biegewinkel ist durch das Werkzeug vorgegeben. Ein sehr präzises Biegeverfahren, weil jeder Biegewinkel mit dem Stempel in der Matrize ausgeprägt wird. Ideal bei immer gleichem Biegewinkel und gleichem Material. Aufwändig, weil für jeden Biegewinkel ein Werkzeugsatz aus Stempel und Matrize benötigt wird. 3-Punktbiegen: Flexibel wie das Freibiegen und präzise wie das Prägebiegen ist das 3-Punkt-Biegeverfahren. Das Werkzeugsystem besteht aus segmentierten Stempel, abgestützt in einem hydraulischen Kissen im Obergesenk und einer Matrize mit verstellbaren Matrizengrund. Der Biegewinkel wird durch die beiden Matrizeneinlaufkanten und dem Matrizengrund geprägt. Entsprechend dem Biegewinkel wird die Höhe des Matrizengrundes verstellt. Damit wird eine gleichmäßige Ausprägung des Biegewinkels auf dem Matrizengrund garantiert, über die gesamte Biegelänge. Ohne Nachbiegen, ohne Bombiereinrichtung, ohne Meßsystem. - Dynamisches Direktbiegen, System CoastOne: Freibiegen mit mehreren im Obergesenk eingebauten servomotorischen Antrieben für die Biegekraft. CNC-gesteuert, µm-genau wird jede Kugelrollspindel der einzelnen Antriebe angesteuert und der Obergesenkbereich der Tischdurchbiegung angepaßt. Das ergibt eine gleichmäßige Biegewinkel-Ausprägung über die gesamte Biegelänge. Ohne Zusätzliche Bombiereinrichtung, ohne Meßsystem. Präzision ist Standard. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
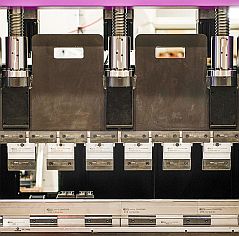
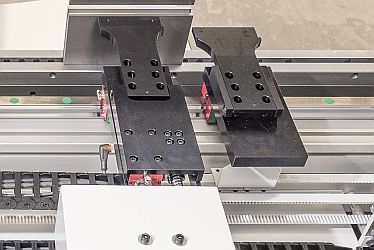
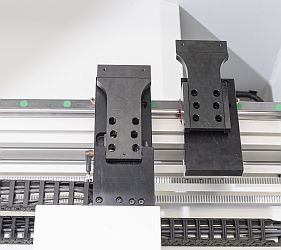
| alte Werkzeugsysteme für Abkantpressen | neues
CoastOne - dynamisches Ober- gesenk mit segmentierten Stempeln |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Die erzielten Biegeergebnisse mit
den CoastOne-Abkantpressen sind vergleichbar mit
dem System 'Hämmerle- 3-Punkt-Biegeverfahren'.
Das war ein aufwändiges, extrem teures
Maschinensystem, mit Spezial-Biegewerkzeuge und
alles hydraulisch: Presse und Werkzeugsystem (Hydro-Kissen) mit sehr gute Biegeergebnisse. Vergangenheit. COASTONE-Abkantpressen erzielen vergleichbare Biegeergebnis, aber mit deutlichen Vorteilen: - Die Biegekraft wird mit Kugelrollspindel übertragen; servo-motorisch, 1µm-genau, energiesparend und sehr leise. - Ab Arbeitsbreit 1300 mm mit mehrere Kugelrollspindel verteilt über die Arbeitsbreite, einzeln CNC-gesteuert. Damit paßt sich das Obergesenk dynamisch dem Tischverlauf, der Tischdurchbiegnung an. - Standard-Biegewerkzeuge, mechanisch oder pneumatisch geklemmt. - Ab 2000 mm Arbeitsbreite mit geschlossenen O-Maschinenrahmen, dadurch kaum horizontale und vertikale Abweichung der Werkzeuge und geringeres Maschinengewicht. - Selbsterklärende Cone TC-Programmierung, - wartungsarm durch Servotechnik statt Hydraulik, - energiesparend und umweltfreundlich, - langlebige und gleichbleibende Qualität. Z.B. 5 Mio Hübe in 12 Jahren ohne nennenswerten Verschleiß und Wartungskosten! - Niedrige Investitions- und Betriebskosten. Fazit: Die CoastOne-Abkantpressen sind durch die Servotechnik und ihrem dynamischen Obergesenk heute in ihrem Arbeitsbereich eine der besten und wirtschaftlichsten Abkantpressen auf dem Markt. Extrem präzise, wartungsarm, langlebig und sehr effizient. Durch die bis zu 6 einzeln gesteuerten Y-Achsen erfolgt ein direktes Biegen durch das Anpassen des Oberwerkzeuges an die Tischdurchbiegung. Eine Bombiereinrichtung entfällt. Das Oberwerkzeug folgt dem Tischverlauf! |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Sie wollen mehr Informationen? | Fordern Sie eine
persönliches Beratungsgespräch. |
Schreiben Sie mir eine |
oder rufen Sie mich an: Telefon: (+49) 0177/8980611 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| CoastOne - Abkantpressen | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| cone C9 | cone C12 | cone C12x | cone C15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||